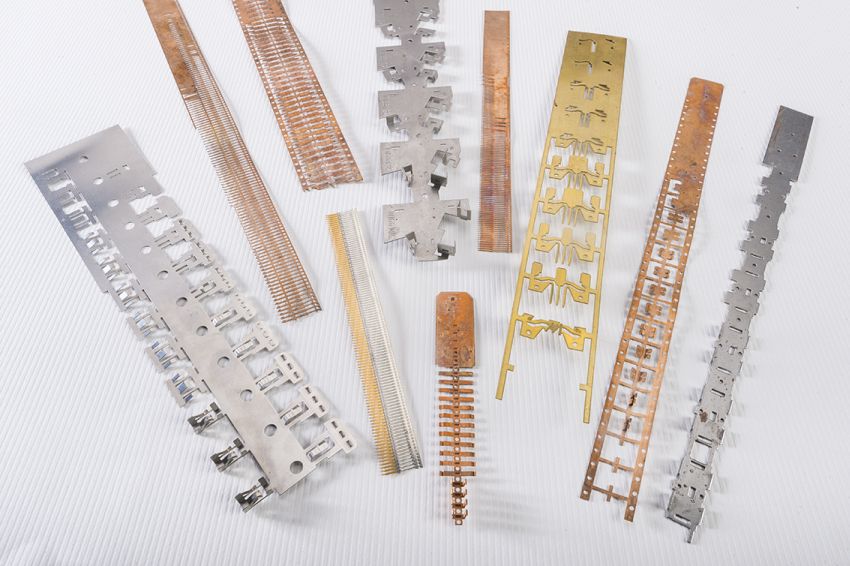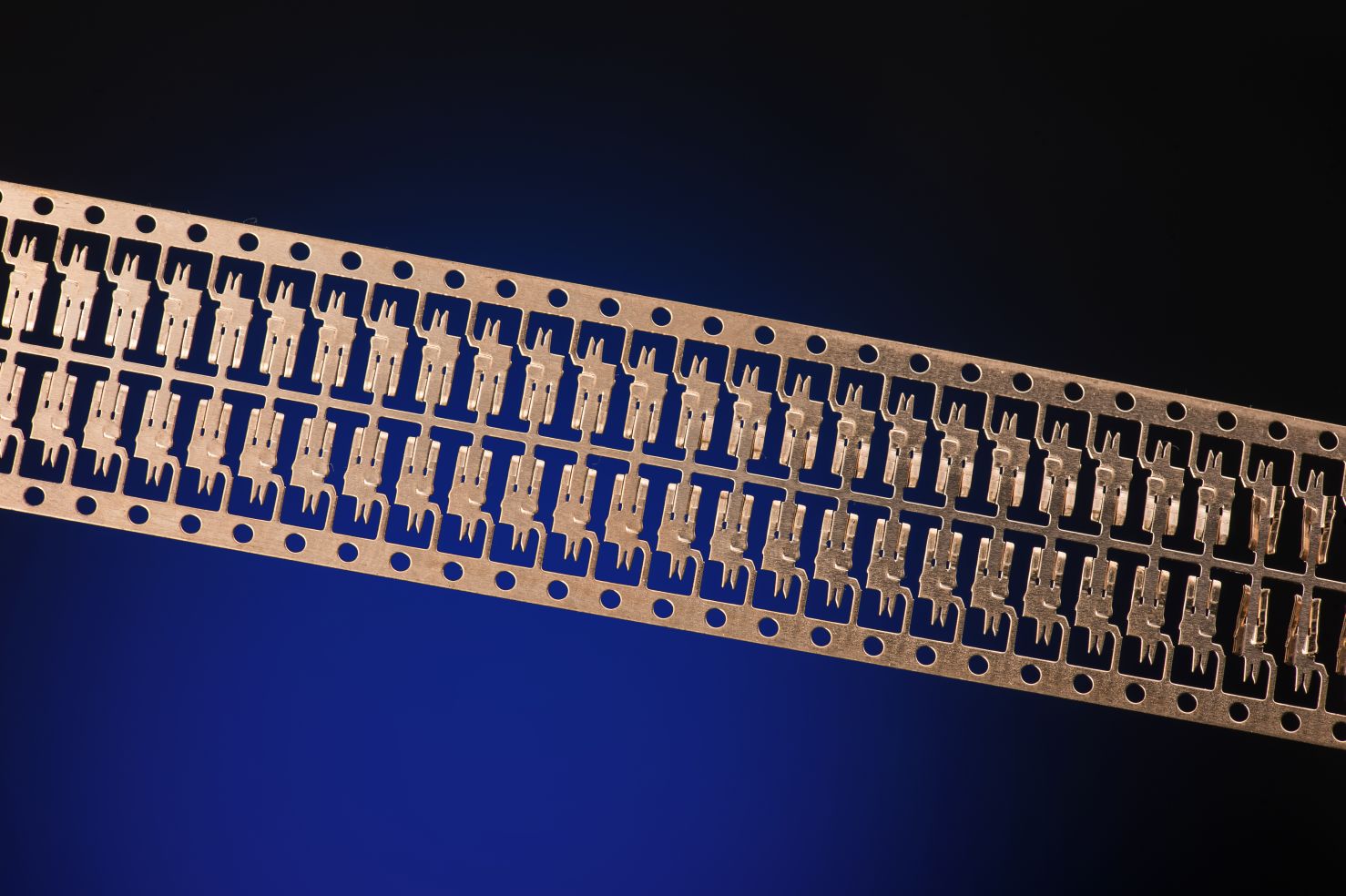
Precision Metal Stamping
QDP delivers high-performance metal stamping solutions tailored to the most demanding applications. From compact progressive die strips and reel-to-reel components to extreme ratio blanking and intricate medical connectors, our proprietary tooling designs reduce material waste, lower tooling costs, and maintain ultra-tight tolerances.